Il collo di bottiglia nel fine linea: dove si perde davvero produttività
In quasi ogni linea di confezionamento che analizziamo, la produttività non si perde dove l'operatore pensa. Si perde sempre in un punto preciso, lo stesso da anni, ma quasi nessuno lo misura davvero. Il risultato è una linea che gira, apparentemente, ma produce molto meno di quanto la capacità nominale lascerebbe sperare.
Il collo di bottiglia nel fine linea è il singolo punto che limita la portata dell'intera linea. Per definizione, una linea non può andare più veloce della sua stazione più lenta: tutto il resto, per quanto performante, resta in attesa. Identificare quel punto, e solo quello, è la differenza tra investire bene e investire a caso.
In questo articolo analizziamo i 4 colli di bottiglia più comuni nel confezionamento secondario e come diagnosticarli con metodo, prima di spendere un euro in nuove macchine.
Perché il fine linea è il punto più critico
Il fine linea è la zona in cui il prodotto, già confezionato a livello primario, viene raggruppato, incartonato, fardellato e pallettizzato. È l'ultimo tratto prima della spedizione, e questo lo rende particolarmente sensibile: ogni microfermo a valle si propaga a monte e, nei casi peggiori, costringe a rallentare l'intera linea di riempimento.
Qui si concentrano operazioni eterogenee, spesso aggiunte in momenti diversi della vita dell'impianto: una formatrice di vassoi comprata anni fa, una pallettizzazione ancora manuale, un sistema di accumulo sottodimensionato. Il fine linea cresce per stratificazione, raramente per progetto unitario, ed è proprio per questo che vi si annidano i veri colli di bottiglia.
La produttività reale di una linea si misura con l'OEE (Overall Equipment Effectiveness), che combina disponibilità, performance e qualità. Quando l'OEE è basso, la causa quasi sempre risiede in uno dei quattro punti che seguono.
Collo di bottiglia A: il cambio formato lento
Il primo e più sottovalutato collo di bottiglia non è una stazione, ma un'operazione: il cambio formato. In molte linee, passare da un formato all'altro richiede 45, 60 o anche 90 minuti di fermo. Se i cambi sono tre o quattro al giorno, l'impatto cumulativo è enorme e raramente compare nei report, perché considerato "tempo necessario" e non tempo perso.
Come si manifesta
- Regolazioni manuali con utensili su guide, fermi e tamponi.
- Necessità di un operatore esperto, senza il quale il cambio si allunga.
- Scarti elevati nei primi minuti dopo la ripartenza, finché la macchina non si stabilizza.
Come diagnosticarlo
Cronometrate dieci cambi formato reali, non quello "ideale" in condizioni perfette. Annotate il tempo dall'ultimo prodotto buono del lotto precedente al primo del successivo, poi moltiplicate per i cambi mensili. Spesso il numero giustifica da solo l'investimento in un sistema di cambio formato rapido con ricette digitali e regolazioni servocomandate.
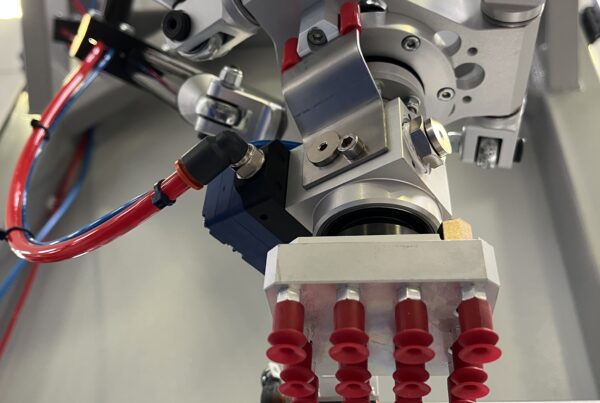
Collo di bottiglia B: l'alimentazione e l'orientamento del prodotto
Il secondo collo di bottiglia è il più tecnico e il più difficile da risolvere con soluzioni standard. Quando il prodotto arriva alla stazione di confezionamento in modo irregolare — disordinato, mal orientato, instabile — la macchina a valle non può lavorare alla velocità nominale: deve rallentare per "aspettare" un flusso ordinato, oppure si ferma per micro-inceppamenti continui.
Come si manifesta
- Frequenti microfermi (pochi secondi ciascuno) che non vengono registrati ma erodono pesantemente la produttività.
- Velocità di linea tenuta volutamente sotto il nominale per non generare inceppamenti.
- Prodotti caduti, ribaltati o danneggiati nella zona di alimentazione.
Come diagnosticarlo
Osservate la stazione per 30 minuti contando i microfermi e la loro durata. Verificate se la macchina di confezionamento gira a velocità ridotta rispetto a quella di targa: spesso la causa non è la macchina, ma ciò che la precede. Per prodotti delicati o instabili, un sistema di formazione file come il Race Tracker trasforma un flusso caotico in uno ordinato e costante, eliminando alla radice questa classe di fermi.
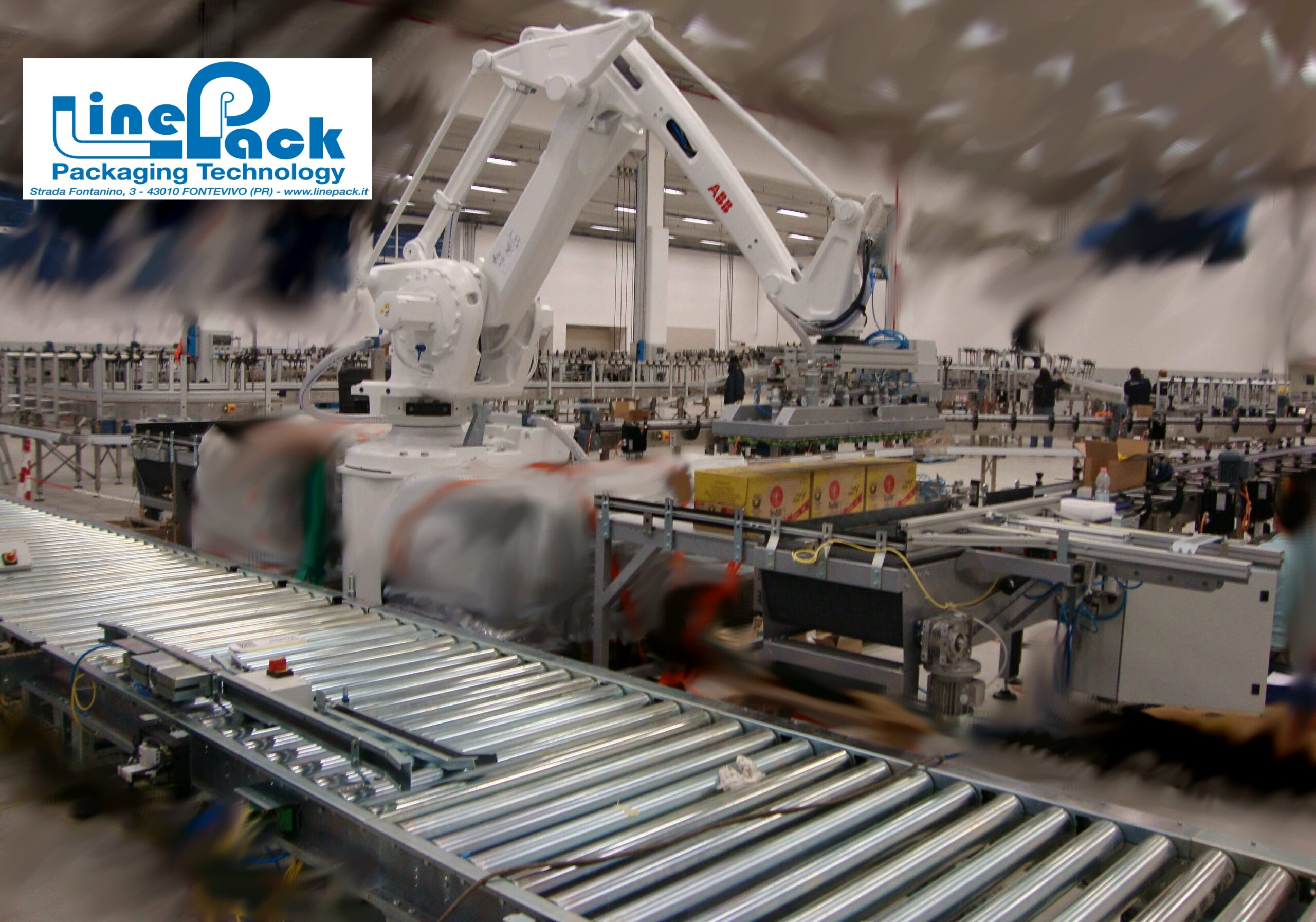
Collo di bottiglia C: la pallettizzazione manuale
Il terzo collo di bottiglia è spesso il più visibile ma il più tollerato: la pallettizzazione ancora affidata a operatori. Un addetto che impila manualmente casse o fardelli ha un limite fisico di cadenza, si affatica nel corso del turno e introduce variabilità. Quando la linea accelera, la pallettizzazione manuale diventa il tappo che rallenta tutto.
Come si manifesta
- Accumulo di casse a fine linea nei momenti di punta, con conseguente rallentamento a monte.
- Cadenza che cala progressivamente nel corso del turno per affaticamento.
- Problematiche ergonomiche e di sicurezza legate alla movimentazione di carichi ripetitivi.
Come diagnosticarlo
Confrontate la cadenza sostenibile dalla pallettizzazione manuale con la portata nominale della linea. Se la macchina a monte può produrre più di quanto un operatore riesce a pallettizzare, il collo di bottiglia è lì. La soluzione è un pallettizzatore robotico o cartesiano, dimensionato sulla cadenza reale e sul mix di formati.
Collo di bottiglia D: la mancanza di buffer e accumulo
Il quarto collo di bottiglia è il più subdolo, perché non è una stazione lenta, ma l'assenza di qualcosa. Senza zone di accumulo (buffer) tra le stazioni, ogni micro-arresto si propaga immediatamente a tutte le altre. La linea diventa rigida: basta un piccolo intoppo per fermare l'intera catena.
Come si manifesta
- Fermi a catena: una stazione si arresta e in pochi secondi si ferma tutto, a monte e a valle.
- Impossibilità di intervenire su una macchina senza fermare l'intera linea.
- OEE basso nonostante nessuna singola stazione sembri particolarmente lenta.
Come diagnosticarlo
Verificate se esistono accumuli dinamici tra le stazioni critiche e quanti secondi di autonomia garantiscono. Un buffer ben dimensionato disaccoppia le stazioni e assorbe i microfermi, permettendo alle macchine a valle di lavorare anche durante un breve arresto a monte. Spesso aggiungere accumulo nei punti giusti dà un guadagno di OEE superiore alla sostituzione di una macchina.
Come identificare il collo di bottiglia che frena davvero la tua linea
I quattro colli di bottiglia raramente hanno lo stesso peso. In ogni linea ce n'è uno dominante, ed è quello su cui concentrare l'investimento. Intervenire sugli altri prima di aver risolto il dominante non aumenta la produttività: sposta solo il problema un metro più in là.
Il metodo corretto è misurare, non intuire. Si parte da una mappatura della linea: portata nominale di ogni stazione, cadenza reale, microfermi, tempi di cambio formato e capacità di accumulo. Confrontando questi dati emerge in modo oggettivo la stazione che limita le altre, evitando l'errore più costoso: comprare la macchina sbagliata per il problema sbagliato.
Secondo i dati di mercato pubblicati da UCIMA, l'associazione italiana dei costruttori di macchine per il confezionamento e l'imballaggio, la domanda di automazione del fine linea è in costante crescita, proprio perché qui si gioca la marginalità reale. Una corretta valutazione preliminare, anche per gli aspetti di sicurezza richiamati dalle linee guida tecniche disponibili presso INAIL, è il punto di partenza di ogni intervento efficace.
Domande Frequenti (FAQ)
Che cos'è un collo di bottiglia nel fine linea?
È la stazione o l'operazione che limita la portata massima dell'intera linea di confezionamento. Poiché una linea non può andare più veloce del suo punto più lento, tutto ciò che sta a monte e a valle lavora al di sotto del proprio potenziale, in attesa. Identificare quel punto è il primo passo per aumentare la produttività.
Come si misura il collo di bottiglia di una linea?
Si misura confrontando la portata nominale di ogni stazione con la sua cadenza reale, contando i microfermi e cronometrando i tempi di cambio formato. La stazione con la cadenza reale più bassa rispetto alla domanda della linea è il collo di bottiglia. L'indicatore sintetico più utile è l'OEE, che evidenzia se le perdite derivano da disponibilità, performance o qualità.
Conviene sostituire la macchina più lenta o aggiungere accumulo?
Dipende dal tipo di perdita. Se la stazione è strutturalmente lenta rispetto alla domanda, va potenziata o sostituita. Se invece è veloce ma si ferma spesso a causa di intoppi a monte o a valle, aggiungere buffer di accumulo nei punti giusti può dare un guadagno di OEE maggiore e a costo inferiore rispetto alla sostituzione. La scelta corretta emerge solo dopo aver misurato.
Quanto incide davvero il cambio formato sulla produttività?
Molto più di quanto si pensi. Cambi formato da 60-90 minuti ripetuti più volte al giorno possono sottrarre ore di produzione ogni settimana, perdita che spesso non compare nei report perché considerata tempo "necessario". Con un sistema di cambio formato rapido i tempi possono scendere sotto i 15 minuti, recuperando capacità produttiva senza aggiungere turni né macchine.
Nella tua linea, qual è il vero collo di bottiglia? Spesso non è quello che sembra. In LinePack progettiamo linee di confezionamento secondario su misura, partendo sempre da un'analisi oggettiva del fine linea. Prenota una valutazione gratuita della tua linea tramite linepack.it o al numero +39 0521 610411: misuriamo dove si perde produttività e definiamo l'intervento più rapido.